-
- Отечественное
- Металлорежущее
- Кузнечно-прессовое
- Пресса механические
- Пресса гидравлические
- Автоматы кузнечно - прессовые
- Молоты
- Машины и вальцы ковочные
- Машины гибочные и правильные
- Пресса листогибочные
- Машины листогибочные с поворотной гибочной балкой
- Машины листогибочные валковые (вальцы листогибочные без вальцов для кровельного железа)
- Пресса горизонтально - гибочные
- Машины трубогибочные
- Машины зиговочные
- Автоматы правильно - отрезные и машины правильные валковые
- Машины гибочные и правильные специальные
- Ножницы
- Металлорежущее
- Импортное
- Комплектующие
- Документация к оборудованию
- Техническая документация МРО
- Техническая документация КПО
- Прессы механические
- Прессы гидравлические
- Автоматы кузнечно-прессовые
- Молоты
- Машины и вальцы ковочные
- Машины гибочные и правильные
- Пресса листогибочные
- Машины листогибочные с поворотной гибочной балкой
- Машины листогибочные валковые (вальцы листогибочные без вальцов для кровельного железа)
- Пресса горизонтально-гибочные
- Машины трубогибочные
- Машины зиговочные
- Автоматы правильно-отрезные и машины правильные валковые
- Машины гибочные и правильные специальные
- Ножницы
- Специальные
- Техническая документация МРО
- Отечественное
Заказ-заявка
Шлифовка станин без демонтажа
Обработка направляющих с помощью переносных приспособлений
Обработка направляющих с помощью переносных приспособлений. При этом способе направляющие станков можно обрабатывать строганием, фрезерованием, шлифованием и протягиванием. Широкое распространение получил метод шлифования станин.
Переносные приспособления применяют обычно для обработки направляющих тяжелых станков, имеющих большую длину, которые нельзя обработать на имеющемся оборудовании.
Обработка направляющих станин токарного станка. При ремонте станин токарных станков наиболее распространенных типов базой для перемещения приспособлений в большинстве случаев служат направляющие задней бабки ремонтируемого стенка.
При значительном износе направляющих задней бабки они не могут служить базой. В этих случаях (сравнительно редких) вместо подушки задней бабки в качестве основания для приспособления используют плиту, перемещающуюся по вершинам призматических направляющих станин (рис. 1). При этом предварительно по линейке производится шабрение вершин призм 1 и боковых плоскостей 2.
Крупные токарные и револьверные станки часто имеют плоские направляющие, общие для салазок суппорта и задней бабки (револьверной головки). Для обработки таких направляющих с помощью переносных приспособлений приходится прибегать к созданию искусственных оперативных баз, по которым перемещают основание под приспособление. Иногда в качестве таких баз выбирают узкие полосы на самих направляющих, которые отшабривают вручную.
Обработка направляющих станин расточных, продольно-строгальных и других станков. При исправлении станин станков, относящихся к 3-й группе, за базы принимают плоскости 1 и 2 (рис. 2). В отдельных случаях, когда из-за большого износа основных направляющих в результате опускания стола подверглись износу также и поверхности 1, в качестве базы можно использовать поверхности 3.
На рис. 3 показано применение промежуточных элементов (установочных плит) для приспособлений при обработке направляющих станин разной конструкции. При проектировании установочной плиты приспособления не всегда следует стремиться к ее универсальности. Часто выгоднее изготовить простую плиту, специально предназначенную для данного станка, чем приспосабливать имеющуюся плиту другого назначения. Рабочие аппараты (строгальный, шлифовальный) крепят на плите так, чтобы было удобно обработать большую часть станины. Однако участок станины, закрываемый плитой, остается необработанным. Поэтому, когда станина исправлена, переставляют рабочий аппарат на другой край плиты и шлифуют оставшийся необработанным участок станины. Пружинный упор для переключения возвратно-поступательного движения также переносят и укрепляют на станине в соответствующем месте.
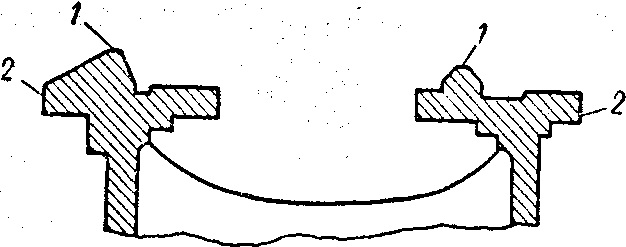
Рис. 1. Поверхности направляющих токарного станка, используемые как база при обработке рабочих поверхностей с помощью переносного приспособления
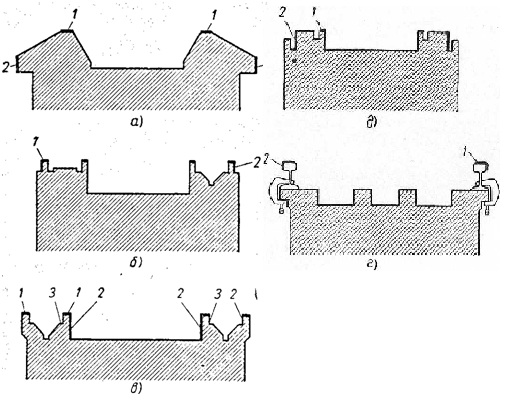
Рис. 2. Поверхности, принимаемые за базы при исправлении направляющих станин 3-й группы: а — у станин расточного станка; б, в, д — у станин продольно-строгальных станков; г — применение рельсов в качестве искусственной оперативной базы при исправлении станины крупного токарного станка
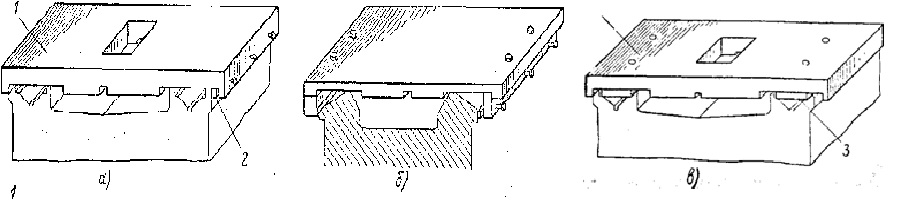
Рис. 3. Промежуточные элементы (плиты) для приспособлений: а — базирование по верхним обработанным, неизношенным поверхностям и по боковым поверхностям станины продольно-строгального станка; б — базирование по вершинам призм и боковым обработанным поверхностям; в — настройка для восстановления изношенных верхних базовых поверхностей; 2 — плита; 2 — компенсирующая планка; з —промежуточные планки, опирающиеся нижние обработанные неизнашиваемые участки направляющих
